El film curling es uno de los defectos más comunes en procesos de recubrimiento, laminación y conversión. No solo afecta la apariencia del producto, sino que también provoca inestabilidad en la producción, desperdicio de material y reclamaciones de clientes.
Esta guía explica las causas principales del curvado de película y ofrece soluciones prácticas utilizadas en la fabricación industrial.
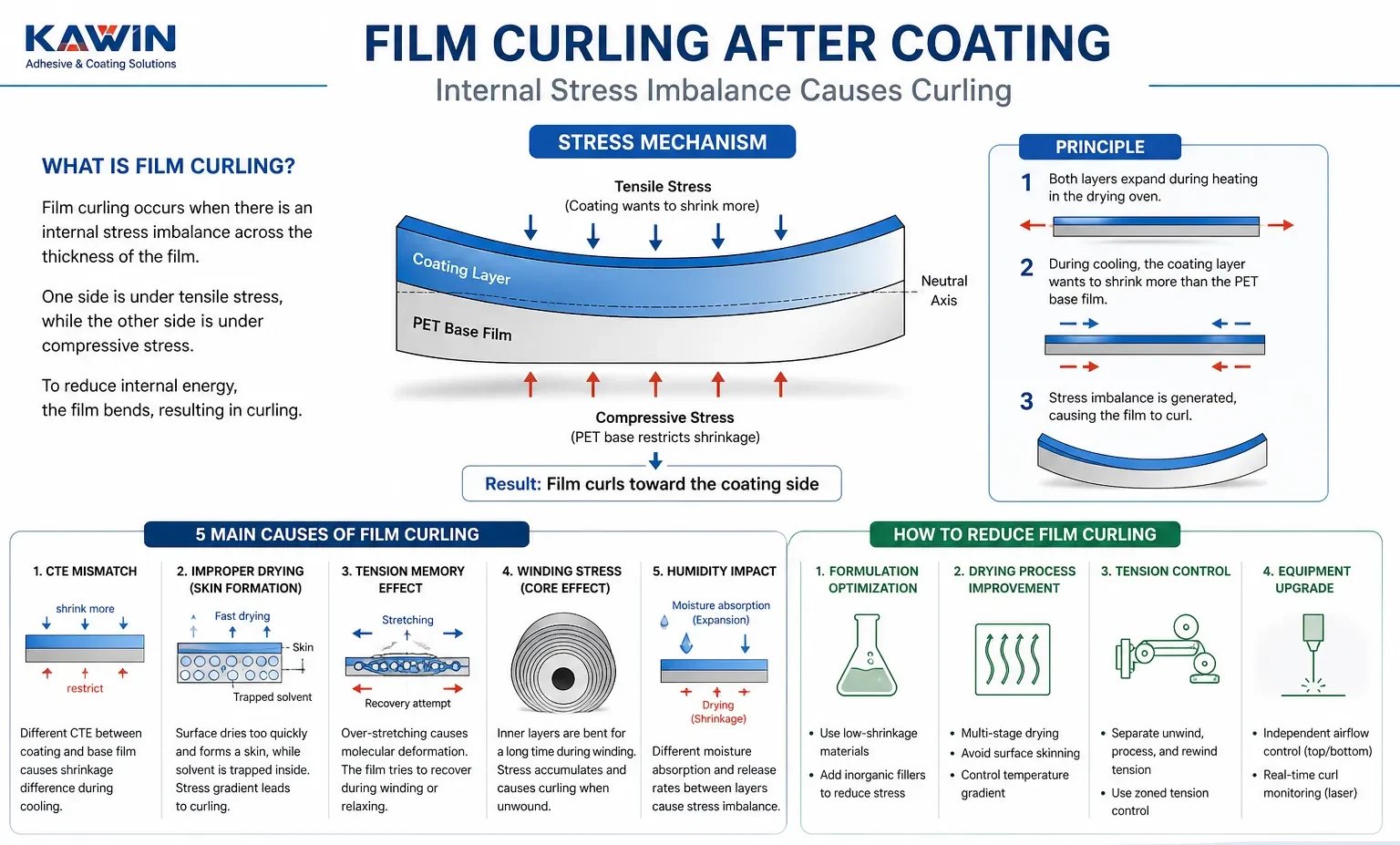
¿Qué es el Film Curling?
El curling de película ocurre cuando existe un desequilibrio de tensiones internas a través del espesor del film.
Un lado está sometido a tensión (tensile stress), mientras que el otro lado está bajo compresión (compressive stress). Para reducir la energía interna, la película se curva, dando lugar al fenómeno de curling.